
L'utilisation des pompes à diaphragme pneumatiques SANDPIPER dans l'élimination des explosifs
Les héritages de la dernière guerre mondiale se retrouvent encore ici et là dans nos villes sous forme de bombes ou de munitions. Après un désamorçage réussi sur place, il s'agit ensuite de les éliminer ou de détruire les restes d'explosifs.
Au fil des ans, une entreprise qui développe des technologies pour les usines chimiques a élaboré pour ses clients un concept d'élimination complet pour ce domaine d'application.
Par exemple, les explosifs qui ne peuvent plus être régénérés de manière économique sont complètement détruits en les brûlant ou en les éliminant à l'aide d'un jet d'eau à haute pression. De préférence, les propergols pressés ou coulés ou les bombes sont largués au moyen de jets d'eau à haute pression d'environ 510 bars. L'eau enrichie en nitrate d'ammonium nécessaire à cet effet circule et est nettoyée à travers plusieurs éléments filtrants, de grossiers à fins. C'est là que les pompes pneumatiques à diaphragme SANDPIPER entrent en jeu.
En raison des débits relativement importants et des résidus abrasifs présents dans l'eau usée, il n'est pas possible d'utiliser des pompes à membrane pneumatiques standard "normales" à clapets boules. Les résidus épuisent les clapets et les soupapes en peu de temps.
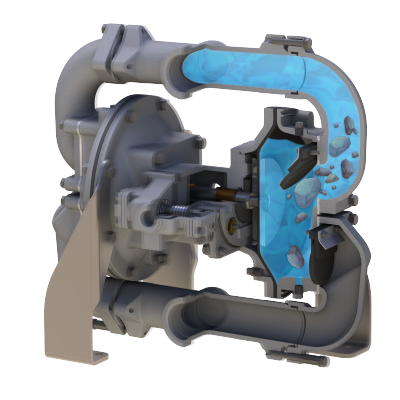
La solution a été l'utilisation d'une pompe à clapet Sandpiper modèle HDF2-A en acier inoxydable, qui avait déjà été utilisée avec succès dans d'autres usines pendant de nombreuses années
En tant que principal fournisseur de pompes de fabricants renommés et fournisseur de skids et de petits systèmes, AxFlow GmbH a pu remporter cette commande. Les pompes SANDPIPER utilisées sont une série spécialement conçue pour de telles applications par le fabricant Warren Rupp. Ils sont principalement recommandés pour les applications dans lesquelles des particules solides abrasives, dissoutes ou non dissoutes, de 10 à 80 mm, doivent être transportées. Ces pompes à soupape utilisent la gravité : les connexions d'aspiration se trouvent en haut, le fluide pompé est transporté vers le bas jusqu'au raccord de refoulement par l'intermédiaire de clapets, ce qui permet de pomper également des particules solides plus grossières.
Les connexions des buses d'aspiration et de refoulement peuvent être tournées de manière variable - en fonction de l'application. Leur utilisation dans le secteur des eaux usées, dans l'industrie, ainsi que dans le secteur de la construction (par exemple la construction de métros, de tunnels et d'autres grands chantiers de génie civil), est plus que justifiée par la conception robuste de l'installation des composants, la protection contre l'usure des membranes, etc.
Les avantages d'une pompe à diaphragme pneumatique :
- Auto-amorçant
- Sécurité en cas de marche à sec
- Sécurité opérationnelle en cas de fonctionnement contre des vannes fermées
- En régulant le volume d'air et la pression de fonctionnement de l'air, ces pompes peuvent être contrôlées de manière optimale
- D'autres options pour la sécurité opérationnelle des pompes à membrane sont des capteurs de fuite électroniques pour la surveillance de la rupture de la membrane ainsi qu'un dispositif de comptage des courses qui peut être directement connecté à un SPS existant
Afin d'éviter les pulsations en cas d'augmentation des contre-pressions et/ou de modification du tracé des tuyaux, il convient d'installer un amortisseur.
Comme dans cette application, les pompes ont été montées sur une plaque de base avec une conduite de pression et un amortisseur de pulsations en acier inoxydable.

Dans le cadre du contrôle du processus, ils sont commandés pneumatiquement par une vanne de départ progressif. Bien entendu, les unités répondent aux exigences ATEX de l'ensemble de l'usine.
